
In industry, getting things done safely and efficiently is key. Whether you’re moving heavy goods, building structures, or processing materials, the right tools make all the difference. Industrial equipment is the backbone of countless operations, driving productivity and ensuring smooth workflows.
This article will explore the diverse landscape of INDUSTRIAL EQUIPMENT. We will examine everything from powerful heavy-duty loaders and essential material handling tools to specialized process machinery, including advanced thermal mixer technology used for optimal particle consistency.
We’ll also look at the advantages of choosing new versus repurposed items. We’ll cover important maintenance and safety tips. And we’ll discuss critical communication systems that keep operations running smoothly. Our goal is to provide you with the knowledge needed to select the best equipment for your specific industrial needs.
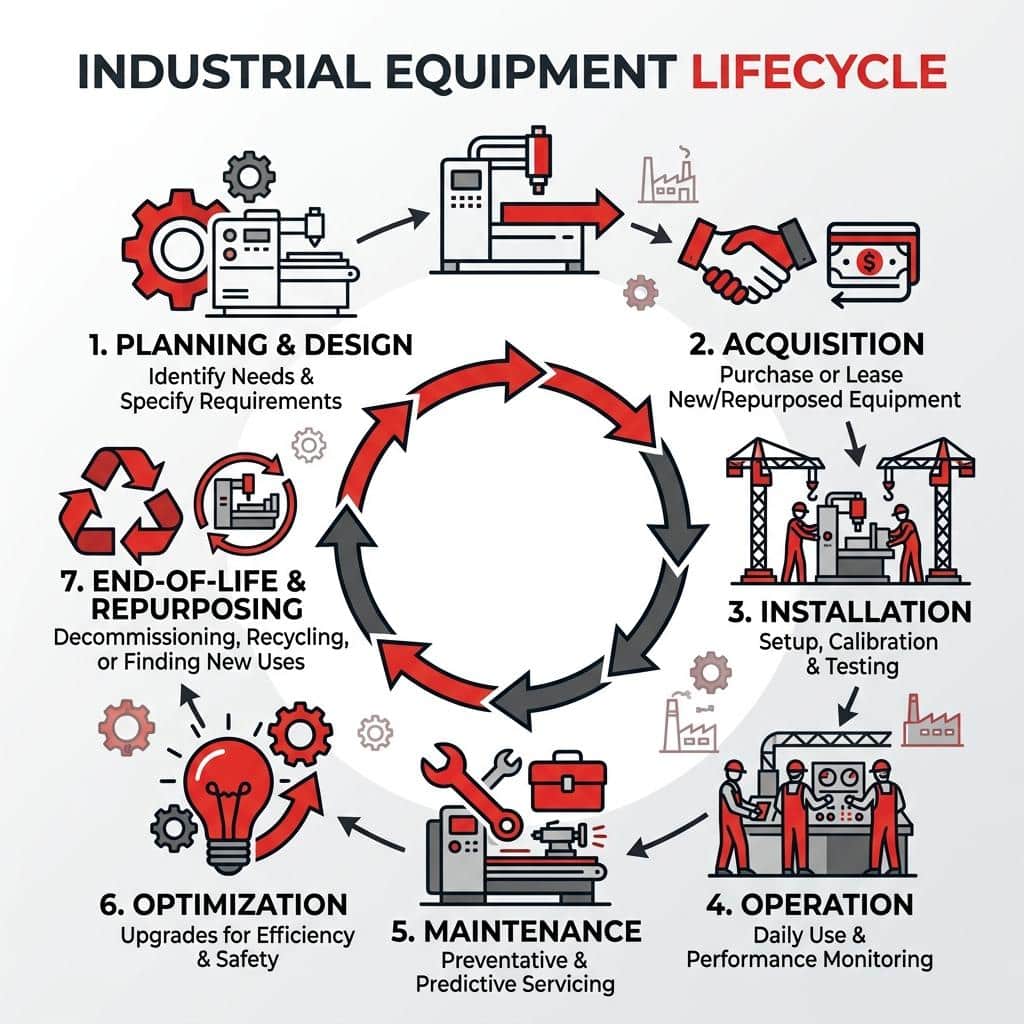
Industrial operations are complex ecosystems where every component plays a vital role. From the initial stages of material handling to the final processing and storage, the right equipment ensures not only efficiency but also safety and cost-effectiveness. Understanding the lifecycle of industrial equipment, from acquisition to maintenance and eventual repurposing, is crucial for sustainable and profitable business practices.
Heavy-Duty Loaders and Material Handling Tools
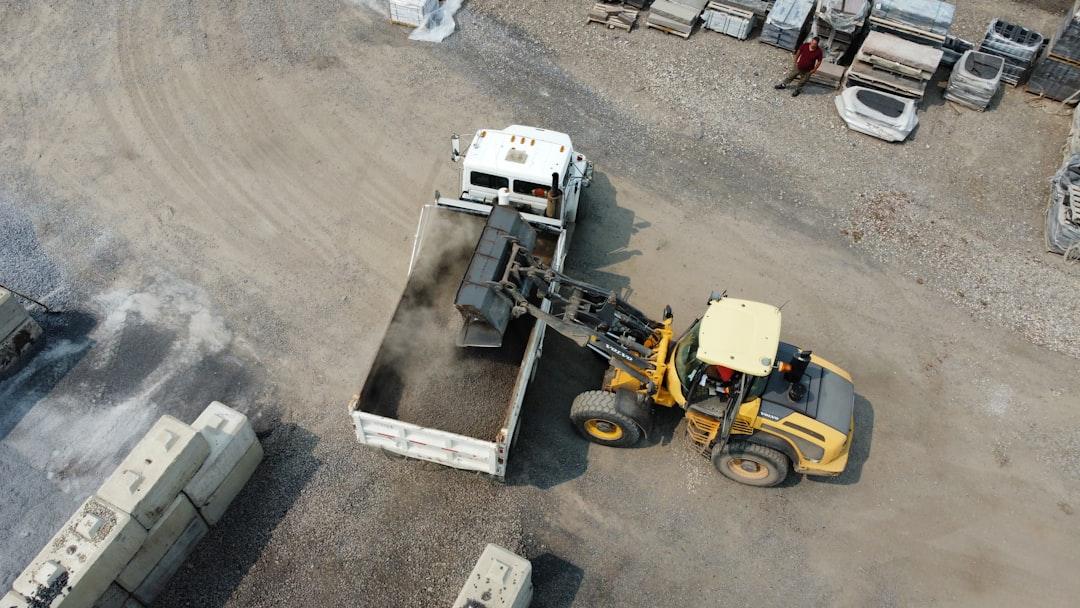
Heavy-duty loaders are indispensable workhorses in many industrial sectors, including construction, mining, agriculture, and large-scale material handling. These powerful machines are designed to move vast quantities of earth, aggregate, waste, or other bulk materials with remarkable efficiency. When considering a loader, critical specifications like engine power, operating weight, and hydraulic system capabilities are paramount.
For instance, a robust industrial loader might feature a net power of around 69 horsepower (52 kW), allowing it to tackle demanding tasks with ease. Its maximum operating weight could reach approximately 17,637 pounds (8,000 kg), providing the stability and heft required for heavy lifting and excavation. The hydraulic system is the heart of the loader’s operational power, dictating its lifting capacity and speed. A high-performance system could boast a pump capacity of 33 gallons per minute (125 L/min) at 2,200 rpm, delivering a system pressure of 2,973 psi (20,500 kPa). Such specifications ensure that the loader can handle various attachments, from large buckets to specialized grapples, and perform tasks like digging, loading, and carrying with precision and force.
Leading manufacturers in this segment, such as Caterpillar, Genie, Hyster, Yale, JLG, and Toyota, offer a wide array of equipment. While Caterpillar is renowned for its heavy construction machinery, brands like Hyster, Yale, and Toyota are leaders in the forklift and material handling space. Genie and JLG specialize in aerial work platforms, including boom lifts and scissor lifts, essential for elevated tasks. The choice of equipment often depends on the specific application, whether it’s moving pallets in a warehouse, lifting personnel to heights, or excavating on a construction site. Buyers must consider not only the raw power but also factors like fuel efficiency, operator comfort, and ease of maintenance. The ability to perform without derating at higher altitudes, for example, can be a significant advantage for operations in diverse geographical locations.
Advanced Thermal Mixer Technology for Process Efficiency
In many industries, particularly those involving chemicals, food, pharmaceuticals, and minerals, achieving precise particle consistency and uniform heat distribution is critical. This is where advanced thermal mixer technology comes into play. These specialized mixers are engineered to blend materials while simultaneously controlling temperature, ensuring consistent product quality and efficient processing.
For operations requiring specific temperature profiles during blending, such as heating viscous liquids or cooling powders, custom industrial heating mixers are indispensable. They facilitate processes like drying, reacting, or simply maintaining a desired temperature. The design of these mixers often incorporates jackets for heating or cooling fluids, or direct steam/electric heating elements, allowing for precise thermal control throughout the batch processing cycle. The goal is to achieve optimal heat transfer and particle dispersion, preventing hot spots or uneven blending that could compromise the final product.
Different types of mixers are suited for various material properties and desired outcomes. For instance, ribbon blenders are excellent for dry powders, granules, and pastes, offering gentle yet thorough mixing. Planetary mixers, on the other hand, are ideal for high-viscosity materials and applications requiring intense shear and dispersion, such as adhesives, ceramics, or battery slurries. The choice between these, or other specialized mixers like high-shear dispersers, depends heavily on the material’s viscosity profile, the required shear input, and the scale of operation. Innovations in mixer technology also focus on reducing cycle times, improving energy efficiency, and enhancing cleanability to prevent cross-contamination, especially important in industries with stringent hygiene standards.
Mixer Type Best Suited For Key Characteristics Ribbon Blenders Dry powders, granules, pastes, light slurries Gentle mixing, efficient for large batches, good for heat transfer via jacketed troughs, low shear. Planetary Mixers High-viscosity materials, adhesives, ceramics, doughs Intense shear, thorough mixing of thick materials, multiple mixing tools cover entire vessel, excellent for batch processing. Selecting High-Performance Machinery for Material Handling
Choosing the right material handling machinery is a strategic decision that impacts an entire industrial operation’s efficiency, safety, and profitability. The selection process goes beyond simply matching equipment to a task; it requires a deep understanding of material behavior, process requirements, and the long-term operational goals.
For bulk materials, whether they are abrasive, dusty, flammable, or hygroscopic, the machinery must be custom-engineered to handle their unique characteristics safely and efficiently. This involves considering factors like throughput rates, residual product limitations, cleanliness requirements, and environmental impact. For example, systems designed to move industrial chemicals must not only be robust but also prevent contamination and ensure worker safety.
High-performance material handling solutions are often integrated systems, combining various components like conveyors, bulk bag fillers and dischargers, and weigh batching systems. The goal is continuous operation with minimal downtime, ensuring equipment longevity and process reliability. This often necessitates custom engineering that considers the plant layout, access constraints, and the ability to integrate with existing equipment. For instance, a well-designed screw conveyor system can efficiently move granular or powdered materials horizontally or at an incline, playing a crucial role in maintaining a steady material flow. The emphasis is on creating a seamless flow from raw material intake to final product packaging, optimizing every step for maximum output and minimal waste.
Communication Systems and Radios for Industrial Equipment
Effective communication is the lifeline of any industrial operation, especially in environments where heavy machinery, vast distances, and high noise levels are common. Robust communication systems are not just about convenience; they are fundamental to site safety, operational efficiency, and rapid response in emergencies.
For personnel operating forklifts, loaders, cranes, or working in large warehouses and construction sites, direct and reliable communication is paramount. Radios for industrial equipment provide instant, clear voice transmission, enabling operators to coordinate movements, report hazards, and receive instructions without delay. This is critical for preventing accidents, especially when visibility is limited or multiple pieces of equipment are operating in close proximity.
Modern industrial radios are designed to withstand harsh conditions, featuring durable construction, water and dust resistance, and long battery life. Key features for industrial use include powerful signal reliability to cover extensive areas, noise cancellation technology to ensure clear communication amidst loud machinery, and often, hands-free operation for increased safety. The ability to communicate effectively across different teams and locations ensures that tasks are executed smoothly, problems are addressed quickly, and overall productivity is maintained. Investing in high-quality, purpose-built communication devices is an investment in the safety and efficiency of the entire industrial workforce.
Storage Solutions and Warehouse Infrastructure
Efficient storage and a well-organized warehouse infrastructure are foundational to productive industrial operations. Beyond simply holding inventory, these solutions contribute to streamlined workflows, enhanced safety, and optimized space utilization. From small parts to oversized components, the right storage system ensures everything is accessible and protected.
Industrial shelving is a cornerstone of warehouse organization, offering high-capacity storage for a vast array of items. These robust systems can be configured in various ways, including selective racking, pallet flow, and drive-in racks, to suit different inventory types and retrieval speeds. Complementing shelving, specialized equipment like dunnage racks provides heavy-duty support for irregularly shaped or very heavy items, preventing damage and ensuring stability.
Beyond static storage, the overall warehouse infrastructure includes essential components for material flow and safety. Loading dock equipment, such as dock levelers, vehicle restraints, and dock seals, facilitates safe and efficient loading and unloading of goods. Workbenches provide dedicated spaces for assembly, repair, or packaging, often equipped with integrated power outlets and tool storage. Lockers offer secure personal storage for employees. By meticulously planning and equipping a warehouse with these components, businesses can significantly improve their day-to-day productivity, maintain a safe environment, and ensure that their goods are handled and stored effectively.
Essential Warehouse Storage Components:
- Industrial Shelving & Racking: For organized, high-density storage of goods, from small bins to full pallets.
- Dunnage Racks: Heavy-duty, low-profile racks for storing heavy or bulky items off the floor, protecting them from moisture and pests.
- Workbenches: Dedicated workstations for assembly, repair, or packing, often with integrated storage and power.
- Lockers: Secure storage for employee belongings, promoting a tidy and safe workspace.
- Material Handling Carts: Hand trucks, platform trucks, and specialty carts for moving goods within the facility.
- Storage Cabinets: Enclosed storage for tools, hazardous materials, or sensitive documents, often lockable.
Maintenance and Safety Standards for Industrial Equipment
The longevity, reliability, and safe operation of industrial equipment hinge critically on adherence to stringent maintenance and safety standards. Neglecting these aspects can lead to costly downtime, premature equipment failure, and, most importantly, serious workplace accidents.
Equipment durability is not solely a function of its initial build quality; it is significantly extended through rigorous inspection processes and proactive maintenance. Many reputable suppliers, for example, employ on-site reconditioning shops where used equipment undergoes thorough refurbishment, ensuring it meets high performance and safety standards before being resold or rented. This comprehensive approach includes inspecting critical components, replacing worn parts, and testing the equipment under operational conditions.
Beyond mechanical integrity, operator training and robust safety protocols are paramount. For complex machinery like aerial lifts, forklifts, or heavy loaders, operators must be certified and continuously trained on safe operating procedures, load limits, and emergency protocols. Regular safety audits, clear signage, and personal protective equipment (PPE) requirements are essential. Furthermore, understanding the warranty options available for both new and reconditioned equipment provides peace of mind and financial protection. A strong warranty indicates a manufacturer’s or supplier’s confidence in their product’s durability and their commitment to customer support, covering potential defects or failures and ensuring that equipment remains operational and safe throughout its service life.
Size Reduction and Screening in Bulk Processing
In many industrial processes, particularly those involving bulk materials like minerals, aggregates, food products, or chemicals, the ability to control particle size and separate materials effectively is fundamental. This is achieved through specialized size reduction and screening equipment, which are critical for preparing raw materials, refining products, and managing waste.
Size reduction equipment, such as crushers, grinders, and lump breakers, transforms larger pieces of material into smaller, more manageable particles. This is essential for various reasons: increasing surface area for chemical reactions, improving flow characteristics, or preparing materials for subsequent processing steps. For example, in mining, primary crushers break down large rocks, while secondary and tertiary crushers further reduce them to the desired size. Precision in size reduction directly impacts the efficiency and quality of downstream processes.
Following size reduction, screening equipment plays a vital role in particle separation. Industrial screeners, vibratory sieves, and trommels sort materials by size, ensuring uniformity and removing unwanted fines or oversized particles. This is crucial for quality control in industries ranging from construction (sizing aggregates) to food processing (separating ingredients). For specialized applications, industrial processing equipment might include advanced systems designed to handle abrasive minerals or materials that tend to clump, ensuring consistent output and preventing equipment wear. The combination of effective size reduction and precise screening allows industries to optimize material properties, enhance product quality, and achieve greater operational efficiency.
Evaluating New Versus Repurposed Industrial Equipment
The decision to purchase new versus used or repurposed industrial equipment is a common dilemma for businesses, driven by budgetary constraints, operational needs, and sustainability goals. Both options present distinct advantages and considerations.
Buying new equipment offers the latest technology, often with enhanced features, improved fuel efficiency, and compliance with the most recent safety and environmental standards. New machinery typically comes with comprehensive manufacturer warranties, providing peace of mind regarding potential defects and long-term support. Suppliers like Chicago Industrial Equipment often maintain extensive inventories of new models, offering various financing options and nationwide shipping to facilitate acquisition.
Conversely, opting for used or repurposed industrial equipment can yield significant cost savings, making it an attractive option for startups, businesses with fluctuating demands, or those looking to expand their fleet economically. Repurposed materials, as offered by specialized suppliers, can range from individual components to fully functional machines like forklifts, often at a fraction of the cost of new. For example, a 6,000 lbs capacity forklift might be available for around $5,000, or a large container shelter for $15,999. The trend towards repurposing also aligns with sustainability efforts, giving durable items a second life. However, when purchasing used equipment, a thorough inspection is crucial. While some reconditioned items come with limited warranties, others are sold “as-is.” Buyers should inquire about the equipment’s history, maintenance records, and any reconditioning processes it has undergone.
Key Inspection Points for Used Machinery:
- Engine & Powertrain: Check for leaks, unusual noises, and proper fluid levels.
- Hydraulics: Inspect hoses, cylinders, and pumps for leaks or damage.
- Frame & Structure: Look for cracks, welds, or significant corrosion that could indicate structural fatigue.
- Tires/Tracks: Assess wear and tear, ensuring they are suitable for continued use.
- Safety Features: Verify that all safety guards, lights, alarms, and emergency stops are functional.
- Operator Controls: Test all levers, pedals, and switches for responsiveness and smooth operation.
- Documentation: Request maintenance records, service history, and any available inspection reports.
The choice depends on a careful assessment of immediate needs, budget, and risk tolerance. Both new and repurposed equipment play vital roles in supporting diverse industrial operations, offering flexibility in how businesses acquire the tools they need to succeed.