
Walk onto any electronics assembly floor right now and you will hear the same conversations. Material lead times are shifting. Labor turnover is a constant battle. Client expectations for defect rates are basically zero.
You can’t inspect quality into a product at the end of the line. If the foundation is flawed, the final test yield will tell you quickly. Quality in this industry comes down to controlling the variables you can actually control. It takes a mix of rigid process adherence and the right equipment to keep things moving out the door without returns coming back a month later.
Component Sourcing and Traceability
You have to know exactly what is going onto the boards. Counterfeit components and gray market parts are a constant risk when supply chains tighten up. Establishing a solid paper trail for every reel and tray that hits the dock is mandatory. If a field failure happens six months from now, you need to pull the exact date code and lot number to see if other units are affected.
Good inventory management ties directly into production quality. When operators trust the parts they are pulling, they spend less time second guessing solderability issues or footprint mismatches. It prevents bad materials from entering the stream in the first place.
Conducting regular vendor audits also pays off here. It is much easier to maintain a relationship with a few trusted component brokers and bare board fabricators than chasing the lowest price across fifty different unverified suppliers. Knowing your board house controls their plating chemistry properly means fewer headaches with pad oxidation on your end.
Board Level Accuracy
Solder paste deposition causes a massive chunk of board failures. If the stencil design is slightly off or the paste sits out too long, you end up with bridging or insufficient joints. Dialing in the printer parameters solves problems before components are even placed.
Then there is the placement itself. When dealing with dense boards, getting the SMT mounting process dialed in takes patience and precise programming. The machines do exactly what they are told. If the vision system library has a minor offset, every single board will carry that defect into the reflow oven. Getting the thermal profiles right is just as important. You have to account for the thermal mass of the whole assembly so the larger components wet properly without baking the sensitive ones.
Interconnects and Physical Connections
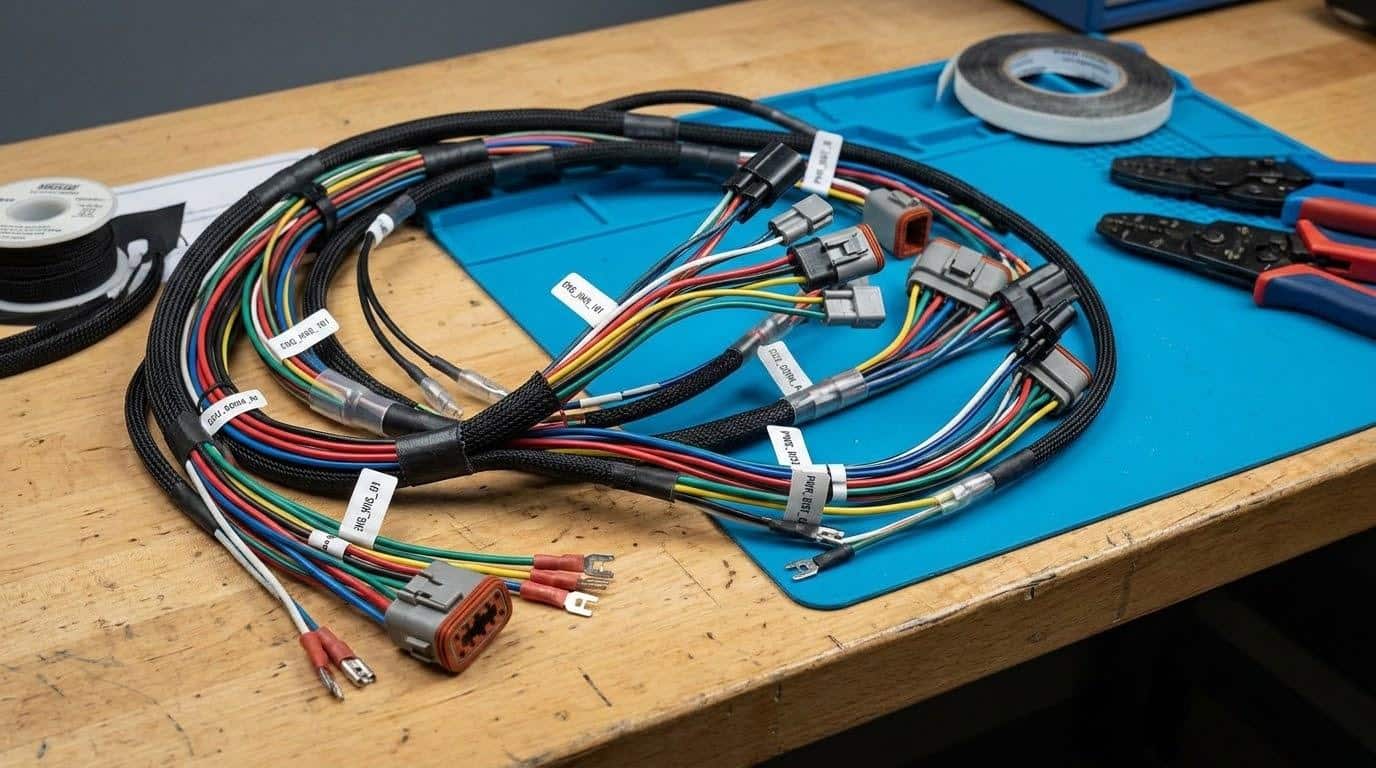
I’ve seen engineering teams spend months designing a brilliant PCB layout and then treat the wiring like an afterthought. Connectors and wires take the brunt of physical stress in the field. Vibration, temperature swings, and basic handling will expose a bad crimp faster than almost anything else.
Sourcing or building custom cable harnesses requires just as much attention to detail as the main logic boards. The wire gauge has to be correct. The crimp height and pull force need daily verification. If a pin pushes back into the housing because it wasn’t seated fully, the entire system fails. Giving the wiring the respect it deserves prevents a lot of headaches during final box assembly.
Standardizing the Human Element
Automation handles the bulk of the repetitive work. However, human operators are still making important decisions all day long. They load feeders, perform visual inspections, and handle final assembly stages. Training standards like IPC-A-610 exist for a reason. Everyone on the floor needs to look at a solder joint and agree on whether it is acceptable or a defect.
This kind of alignment extends to sub-assemblies too. In operations dealing with cable harness manufacturing, having clear visual aids and routing boards stops operators from guessing. When the work instructions are clear, accessible, and updated to reflect the latest engineering changes, errors drop.
Equipment Calibration and Maintenance
You can have the best processes on paper. If the placement heads are dirty or the oven zones are drifting, the output will suffer. Preventive maintenance often gets pushed back when schedules are tight. That’s a mistake.
- Nozzles need cleaning.
- Squeegee blades wear out.
- Feeders lose their tension.
A machine that is out of calibration will quietly build hundreds of defective boards before anyone notices the trend. Scheduling dedicated downtime for maintenance actually increases overall throughput because you spend less time troubleshooting mysterious placement issues.
Realistic Testing Protocols
Waiting until a unit is fully boxed up to test it is a risky game. Finding a dead short on a finished assembly means you are paying for tear-down time, rework, and re-testing. Automated Optical Inspection handles the surface level checks right after reflow. It catches missing parts, tombstones, and obvious shorts. But you still need functional testing.
Building test fixtures that simulate real-world inputs gives you confidence that the unit actually works. For more complex digital boards, in-circuit testing or boundary scans verify that every node on the board is communicating correctly. Some facilities rely entirely on flying probe testing for lower volume runs. It takes longer per board but saves the cost of a dedicated test fixture.
Whatever method you use, the goal is catching faults at the cheapest possible stage of production. Catching a bad resistor costs pennies at the assembly line but can cost hundreds of dollars if the product is already in the customer’s hands.
Shop Floor Environment
Moisture and static are invisible problems until a board fails. Moisture Sensitive Devices need strict baking and floor-life tracking. If a part absorbs humidity and hits the reflow oven, it will crack. You might not even see the micro-cracking during inspection.
Electrostatic discharge control is just as boring to talk about and just as critical. Wrist straps, static-dissipative mats, and controlled flooring have to be maintained and checked daily. A stray static shock from an ungrounded cart can degrade an IC just enough that it passes the final test but dies in the field two weeks later.
Continuous Feedback Loops
The floor needs to talk to engineering. If an operator is struggling to access a test point or fit a connector into a tight enclosure, engineers need to know so they can revise the next spin of the board.
Quality improves when production data flows backwards. Tracking the most common defects and addressing the root causes stops the cycle of endless rework.
- Sometimes it means changing the pad size.
- Sometimes it means finding a new component supplier.
The facilities that get this right treat quality as an active, daily process rather than a final stamp of approval.